Software systems and computational methods
Reference:
Pavlov, P.Y., Sosnin, P.I. (2019). Case-oriented geometric modeling of aircraft parts and components. Software systems and computational methods, 4, 55–65. https://doi.org/10.7256/2454-0714.2019.4.30735
Case-oriented geometric modeling of aircraft parts and components
Pavlov Pavel Yurevich
PhD in Technical Science
Head of the Laboratory of Modeling of Technological Processes, Ulyanovsk State University
432017, Russia, Ul'yanovskaya oblast', g. Ul'yanovsk, ul. L'va Tolstogo, 42

|
pavel.y.pavlov@mail.ru
|
|
 |
|
Sosnin Petr Ivanovich
Doctor of Technical Science
Head of the Department "Computer Engineering", Ulyanovsk State Technical University
432027, Russia, Ul'yanovskaya oblast', g. Ul'yanovsk, ul. Severnyi Venets, 32
|
|
sosnin@ulstu.ru
|
|
|
|
DOI: 10.7256/2454-0714.2019.4.30735
Received:
06-09-2019
Published:
06-01-2020
Abstract:
When designing complex and multi-item products, the problem of positioning parts relative to each other and matching various coordinate systems at the stages of the life cycle appears. The article deals with the design and technological preparation for the production of pipeline systems of aircraft using welding. The production preparation process is focused on reusable geometric modeling of parts and their assemblies, which remain connected with the master geometry of the corresponding aircraft. For the integration of models, a specialized ontology is used. The proposed tools provide the necessary accuracy in the positioning of parts in conditions oriented to the use of a welding robot for preliminary welding. The article discusses the use of a case-oriented approach and the extension of the existing precedent model by skeletal geometric models using the example of parts and piping systems of aircraft systems. The main feature of the proposed means of skeletal geometric representation of parts and piping systems of aircraft systems is their coordinate relationship with the master geometry as a single ontological source information. The proposed models can be used as an extension of the attribute part of the design documentation, which is then used to prepare the production of assembly of pipeline units by welding.
Keywords:
aircraft pipeline, assembly unit, part, master geometry, ontology, precedent model, welding, design and technological preparation of production, aircraft, coordinate system
This article written in Russian. You can find original text of the article here
.
Введение
Теория и практика онтологического сопровождения процессов проектирования летательных аппаратов накопила богатый опыт их цифрового моделирования, позволяющий активно расширять и внедрять его в производственные процессы различных составляющих летательного аппарата (ЛА), в частности в конструкторско-технологическую подготовку производство (КТПП) [1]. Ниже такое расширение осуществляется для этапов проектирования и изготовления трубопроводных систем летательного аппарата.
Ориентация на включение онтологии трубопроводных систем в процессы КТПП обусловлена тем, что в виду большой номенклатуры и сложности геометрических форм, существующие классификаторы деталей и узлов трубопроводов, тем более учитывающих спецификации оснастки для их сборок не покрывают все потребности производства и требуют доработки или расширения. Так же к основным недостаткам использования классификаторов можно отнести то, что процесс их создания, а также присвоения конкретного классификационного номера каждой детали требует больших затрат времени при большой номенклатуре деталей и сборочных единиц.
Здесь стоит отметить, что в ЖЦ каждого отдельного трубопровода накапливается большое количество информации, связанной с конкретными этапами ЖЦ при помощи обозначений или идентификаторов, таких как номер технологического процесса, номер используемого технологического оснащения и т.д. Для автоматизации поддержки ЖЦ целесообразно использовать специализированные онтологии, статьи которых позволяют специалистам интегрировать необходимую информацию для каждого этапа подготовки производства и в самом производстве.
Поэтому основные недостатки использования существующих классификаторов трубопроводных систем можно объяснить тем, что процесс их создания, а также присвоения определенного классификационного номера каждой детали или узлу и его связь с существующей нормативной документацией требует проведения объемной работы, связанной с созданием семантической целостности информации. В то же время важным аргументом в пользу включения средств онтологической поддержки в процесс КТПП трубопроводных систем ЛА является необходимость геометрического моделирования деталей и сборок, согласованных с представлением самолета в его онтологическом пространстве, которое необходимо учитывать в производственных процессах.
В данной статье представлены результаты исследования и разработки прецедентно-ориентированных геометрических моделей, которые предлагается использовать для осуществления онтологической поддержки процесса КТПП трубопроводов летательного аппарата. Основная суть предложения заключается в новом геометрическом представлении моделей деталей и сборочных единиц (узлов), атрибуты которых сохраняют связь с мастер-геометрией самолета. Такая связь учитывает не только их геометрические характеристики, но и онтологические атрибуты, семантика которых связана с их расположением в летательном аппарате с учетом его симметричности. Разрабатываемая Онтология должна быть ориентирована на применение в конкретных этапах производственного цикла, в том числе при создании и использования нормативных документов, используемых при разработки необходимого технологического оснащения и управляющих программ для сварки промышленным роботом. Исследование и разработка проводится в инструментальной технологической среде WIQA, потенциал которой позволяет создавать модели прецедентов и прикладных онтологий с последующей материализацией, что положительно скажется на уровне автоматизации процесса КТПП [2].
Основы работы
Как отмечалось выше, предлагаемая онтологическая поддержка учитывает использование мастер-геометрии (МГ) самолета в процессах КТПП.
МГ определенного самолета — это модель геометрического пространства, задающая аэродинамическую форму самолета и формы всех компонентов с учетом их позиционирования в пространстве. Этот артефакт имеет компьютеризированное представление и может использоваться командой проектировщиков на этапах жизненного цикла для решения различных задач, например, когда они создают листовые детали фюзеляжа с двойной кривизной [3].
В рамках МГ (рисунок 1) инженеры могут производить предварительную установку подсистем и агрегатов самолета. Во время такой работы, шаг за шагом, пространство МГ заполняется компонентами различных систем летательного аппарата.
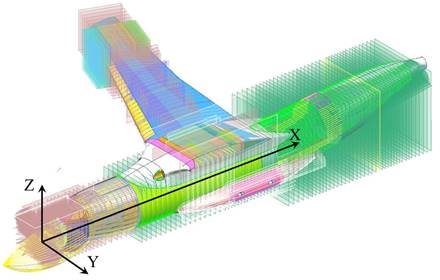
Рис. 1. Пример МГ
МГ также может использоваться инженерами-технологами для предварительной разработки, технологических процессов (например для директивных ТП сборки), инженерами-конструкторами в технологических отделах для предварительной разработки технологического оснащения для изготовления и сборки компонентов ЛА, а также позволяет оценить, как проводить операции по техническому обслуживанию при дальнейшей эксплуатации и утилизации.
Данная статья будет ограничена рассмотрением только производства металлических трубопроводов, в которых есть сварочные операции. Кроме того, предполагается, что для изготавливаемого трубопровода задачи компоновки, трассировки и размещения в пространстве самолета уже решены и на входе даются готовые электронные модели деталей или сборочных единиц узлов трубопроводов систем ЛА. Таким образом, позиционирование каждой конкретной детали и узла уже привязано к геометрии самолета (рис. 2).
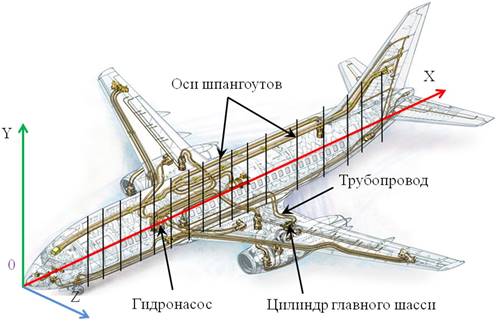
Рис. 2. Трассировка трубопроводов гидросистемы самолета в пространстве ЛА
В этом случае любые детали или узлы трубопровода могут быть помещены в пространство самолета, и любая точка конструкции трубопровода может быть задана по ее координатам в абсолютной системе координат, которая, как правило, берет свое начало от носа самолета. Кроме того, инженер-конструктор или технолог могут работать в собственной рабочей системе координат, которая связывается с МГ посредством линейных преобразований.
Выделялись следующие задачи:
· Для повышения эффективности процесса КТПП производства металлических трубопроводов ЛА необходимо разработать средства, ориентированные на прецедентное геометрическое моделирование компонентов трубопровода в промышленных условиях с учетом МГ самолета. Это означает, что они должен включать Онтологию, которая ориентирована на геометрические модели деталей трубопровода и узлов, свариваемых промышленным роботом в условиях применяемой технологической оснастки. Онтология должна обеспечивать интеграцию этих моделей в прецеденты и взаимодействовать с ними на определенных этапах КТПП.
· Для решения задачи будет использоваться инструментарий WIQA, включающий в себя средства для создания прикладных онтологий, которые закодированы в семантической памяти вопросно-ответного типа [2]. Ячейки такой памяти помогают прикреплять графические и любые другие файлы, полезные для использования инженерами. В результате чего словари онтологии могут быть организованы для хранения моделей прецедентов [2].
Сопутствующие работы
Процесс разработки ЛА — это многодисциплинарная деятельность, основанная на интенсивном использовании различных геометрических моделей деталей, сборок и их комплексов на разных этапах жизненного цикла [1]. Вот почему такой артефакт, как СМГ, используется в процессах КТПП как единый источник информации, который совместно используется пользователями для параллельного решения широкого круга задач в режиме реального времени.
Прежде всего, МГ является источником геометрических ограничений [4], которые касаются определенных областей самолета в пространстве. Для облегчения взаимодействия с такими областями МГ часто разделяется на части [5], которые ориентированы на использование содержания МГ в соответствии с конструкторским и технологическим членением на отсеки и агрегаты, а также для определенных подсистем самолета или стадий жизненного цикла. В [6] его авторы предлагают использовать специальную «буферную» геометрию в качестве модели перехода и мониторинга между внешней геометрией самолета и МГ.
Среди типичного применения МГ или его компонентов отмечается управление геометрией при разработке ЛА [7]. С концептуальной точки зрения геометрия самолета и ее использование в концептуальном проектировании тщательно рассматривается в статье [8], где ее авторы дополнительно описывают специализированный инструмент, который называется «Система электронного проектирования авиационной геометрии».
Следует отметить, что поиск применения МГ для проектирования и изготовления трубопровода был безрезультатным. Во время поиска также рассматривались вопросы использования онтологий в жизненном цикле воздушных судов. В этой области соответствующих работ мы отмечаем работу [9] с акцентом на интеграцию моделей, исследование [10] фокусируется на управлении данными и публикации [11], в которой анализируется слияние информации. Все работы, указанные выше, а некоторые другие были использованы в нашем исследовании как источники требований при решении сформулированной выше задачи.
Скелетные модели детали и узлов
При сборке любого узла сваркой необходимо обеспечивать правильное позиционирование деталей относительно друг друга, так же с учетом их позиционирования в МГ. В противном случае при узловой сборке трассы трубопровода с большей протяженностью могут возникнуть большие отклонения, приводящие к необходимости дорабатывать либо сам трубопровод, либо узлы его крепления непосредственно на собираемом отсеке самолета.
Для достижения этой цели учитывалось следующее:
1. Каждый монтируемый узел соединяется с другим при помощи фланцевых соединений на концах.
2. Фланцы должны быть приварены к соответствующим деталям с учетом их расположения в ЛА.
3. Для облегчения позиционирования с каждой частью полезно связать систему координат, начало которой совпадает с системой координат МГ.
4. Сборка деталей в узел производится сваркой по контуру, представляющему собой окружность или эллипс.
Вышеперечисленное позволяет сформулировать следующие требования:
1. Геометрические модели деталей должны быть простыми, насколько это возможно, но достаточными для обеспечения точного позиционирования свариваемых деталей.
2. Геометрические модели должны быть универсальными и не зависеть от используемой САПР.
3. Любая геометрическая модель должна располагаться в абсолютной системе координат МГ ЛА.
4. Должна обеспечиваться достаточная точность сварки узлов, путем преобразований точек сварки из абсолютной системы координат самолета в рабочую систему координат промышленного робота с возможностью введения поправочных коэффициентов.
Все выше сказанное привело нас к созданию скелетной геометрической модели детали трубопровода, представленной ниже на рисунке 3.
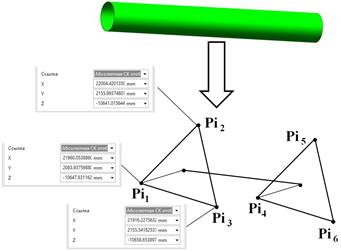
Рис. 3. Скелетная геометрическая модель для прямой детали Pi
Из представленного рисунка видно, что скелетная геометрическая модель для прямой детали состоит из прямых сегментов, отражающих основные геометрические размеры детали. Кроме того, такие атрибуты, как размеры связаны с другими атрибутами деталей, которые используются при классификации деталей, узлов и соответствующего технологического оснащения, необходимого для их сборки.
Точки любых треугольников включены в электронную модель разработчиком, который отмечает их на соответствующих окружностях плоскости стыка детали в пространстве МГ.
На рисунке 4 изображена скелетная геометрическая модель двух свариваемых деталей, одна из которых содержит кривизну. На данной модели образно представлено, что в абсолютной системе координат плоскость (Pi4, Pi5, Pi6) и плоскость (Pj1, Pj2, Pj3) совпадают.
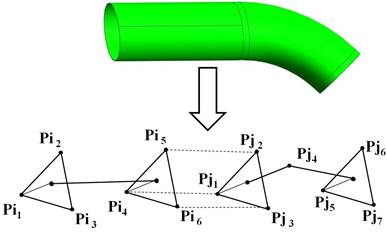
Рис. 4. Скелетная геометрическая модель сборки двух деталей (Pi, Pj)
Для проверки совпадения свариваемых торцев деталей мы используем математическое определение плоскости:
Ax + By + Cz + D = 0, (1)
параметры которого вычисляются выражением
 , (2) , (2)
где определитель содержит координаты трех точек плоскости.
В приведенном примере проверка состоит из следующей последовательности действий:
1. Выбор системы координат, например система координат детали Pi.
2. Представление точек (Pi4, Pi5, Pi6) и (Pj1, Pj2, Pj3) в выбранной системе координат
3. Вычисление параметров A1, B1, C1 и D1 для плоскости, проходящей через точки Pi4, Pi5, Pi6.
4. Вычисление параметров A2, B2, C2 и D2 для плоскости, проходящей через точки Pj1, Pj2, Pj3.
5. Если параметры выражений для обоих деталей равны и центры окружностей совпадают, то расположение деталей относительно друг друга правильное или находится в пределах допуска
Стоит так же отметить, что последний пункт в приведенной последовательности действий задает правило проверки стыка двух деталей круглого сечения, диаметры которых равны. Если стык деталей имеет форму эллипса, то правило проверки будет другим. Правила проверки точности позиционирования деталей друг относительно друга зависят от геометрической формы плоскости свариваемого стыка.
Прецедентно-ориентированная онтология
А. Прецедентная модель детали или узла.
Новые геометрические модели деталей и узлов, соответствующие описанным выше требованиям, будут использоваться в качестве прецедентов в WIQA.
Инструментарий WIQA содержит все необходимые средства для создания проектировщиком адекватных и полезных моделей прецедентов и необходимой онтологии. Для работы с артефактами и их компонентами, инструментарий содержит нормативную структуру, работа с которой обеспечивается специальным рабочим процессом.
Структура модели прецедента представлена на рисунке 5.
Рис. 5. Модель прецедента
В общем случае модель прецедента включает следующие компоненты (специализированные модели):
1. Текстовая модель PT(t), представляющая собой постановку задачи, в результате которой был создан прецедент (в результате интеллектуальной обработки решения соответствующей задачи Zk);
2. Логическая модель PL(t), которая задает типовую логическую модель в виде формулы логики предикатов, написанной на языке постановки задачи PT(t);
3. Графическая модель прецедента PG(t), который представляет его обобщенным способом с использованием инструментов «блок и линия» (в нашем случае, например, геометрическая скелетная модель и другие полезные схемы);
4. Вопросно-ответная модель PQA(t), которая содержит «вопрос-ответ», используемый для решения задачи Zk;
5. Модель PI(t), представляющая поведение, вложенное в прецедент, в виде исходного кода его программы;
6. Модель PE(t), ссылающаяся на исполняемый код программы, реализующей образец прецедента.
В частности, такие модели описаны в [12], где подчеркивается, что на практике некоторые из компонентов могут отсутствовать. В данной работе типичная модель прецедента была разработана с учетом проекции на ЖЦ ЛА на этапе КТПП и производства.
Проекция моделей прецедентов на ЖЦ объединяет ряд принятых технических решений, которые появляются и реализуются на разных этапах всего жизненного цикла. Даже эти решения имеют онтологический характер. Остальные компоненты модели прецедентов также отражают онтологическую информацию. Вот почему была включена Онтология в инструментальную поддержку процесса КТПП трубопроводов ЛА.
Онтология должна распространяться на следующие действия:
· классификация деталей, сборочных единиц и единиц оснастки;
· проверка логики их моделей, в том числе на правильность сборки;
· документирование и обоснование выбранного варианта процесса КТПП;
· геометрические преобразования, включающие преобразования систем координат;
· разработку УП для сварочного робота, ее выполнение и сохранение результатов.
Б. Классификация деталей и узлов, а также ее применение
На первом этапе разработки Онтологии была произведена классификация деталей и сборок трубопроводов систем ЛА, в ходе которой были присвоены классификационные номера и определена их информационная составляющая. Такое решение было принято для возможности использования существующих средств для работы с онтологиями, встроенными в инструментарий WIQA [2], и поэтому необходимость разработки структуры онтологии и соответствующих рабочих процессов отсутствовала. Основной вопрос заключался в заполнении Онтологии адекватным информационным наполнением.
При выборе нормативных имен (классификационных кодов) частей и сборочных единиц мы ориентировались на существующую практику проектирования и производства ЛА (XXXXX.XXXX.XXXX.XXX.XXX – структуры). Выбранная новая версия дополнительного идентификатора для деталей и сборочных единиц представлена на рисунке 6 (YY.YYYYYYYYYYYYYY – структура).

Рис. 6. Идентификатор детали или сборочной единицы с дополнительными атрибутами
В новый дополнительный идентификатор мы включаем следующие атрибуты:
· Символьная модель, которая содержит идентификатор доступа программы к параметрам геометрической модели в операциях проверки расположения свариваемых деталей;
· Ссылка на прецедентную геометрическую модель.
Например, в символьной модели для фрагмента, представленного на рисунке 4, ее часть, определяющая плоскость сварки, имеет следующее описание:
{Det_number1; Connection_type1; Di; Pi4, Pi5, Pi6, $ det_number2; Connection_type2; Dj; Pj1, Pj2, Pj3,}
где Det_number – номер присоединяемой детали, Connection_type – тип соединения, Pxy - точки свариваемого контура и Dk - диаметр соответствующего круга.
В качестве примера ссылки на прецедентную модель, ниже приведен фрагмент CNC-программы предварительной сварки роботом двух труб:
$VEL.CP = 1.000000; m/s; m/s
LIN {X 1398.722, Y -0.000, Z 994.460, A -80.571, B -8.990, C 43.257}; Pt14
$VEL.CP = 1.000000; m/s; m/s
LIN {X 1256.649, Y -0.000, Z 1106.943, A -83.415, B -11.234, C 59.352}; Pt15
$VEL.CP = 1.000000; m/s; m/s
LIN {X 1530.433, Y -0.000, Z 465.640, A -78.090, B 5.250, C -23.452}; Pt16
WeldStart
WeldStop.
Таким образом использование онтологии в процессах КТПП сборки узлов трубопроводов из деталей сваркой помогает упростить получение доступа к необходимой для работы инженерного персонала информации.
Заключение
Главной особенностью разработанных средств скелетного геометрического моделирования деталей и узлов трубопроводов систем ЛА является их координатная связь с мастер-геометрией, как единого онтологического источника информации. Предлагаемые модели можно интерпретировать как расширение атрибутной части конструкторской документации, которая в дальнейшем используется для КТПП сборки узлов трубопроводов сваркой.
Такая интерпретация приводит к вопросам взаимодействия с дополнительным источником информации и эффективному повторному использованию моделей. Вот почему предлагаемые модели имеют прецедентно-ориентированные формы, а модели прецедентов интегрируются в специализированную онтологию.
Предлагаемые средства обеспечивают необходимую точность позиционирования деталей в условиях, ориентированных на их сварку промышленным роботом. Средства так же помогают учитывать осевые отклонения, линейные отклонения и угловые отклонения перед сваркой.
References
1. H.-H. Altfeld, «Commercial Aircraft Projects: Managing the Development of Highly Complex Product», Ashgate, Burlington, 2010.
2. P. Sosnin, «Experience-Based Human-Computer Interactions: Emerging Research and Opportunities», IGI-Global, 2017.
3. K. Amadori, «Geometry-Based Design Automation: Applied to Aircraft Modeling and Optimization», Linkoping Studies In Science And Technology, Dissertations, No. 1418, Linkoping University, 2012.
4. R. Haimes and M. Drela, «On The Construction of Aircraft Conceptual Geometry for High-Fidelity Analysis and Design», In Proc. of the 50th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace Exposition, Aerospace Sciences Meeting, Nesh will, USA 2012.
5. T. Mart and C. Cangelir, «Lessons Learned for Better Management of Master Geometry», In Proc. of IFIP International Conference on Product Lifecycle Management, 2013, pp 712-721.
6. Pardessus, T. «Concurrent Engineering Development and Practices for Aircraft Design at Airbus», In Proc. of the 24th ICAS meeting, 2004.
7. A. Rizzi, M. Zhang, B. Nagel, D.l. Boehnke and P. Saquet. «Towards a Unified Framework using CPACS for Geometry Management in Aircraft Design», In Proc. of the 50th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace Exposition, Aerospace Sciences Meeting, Neshwill, USA 2012
8. F. Mas, J.L. Mendez, M. Oliva and J.Rios «Engineering: an Airbus case study», Procedia Engineering, 63, 2013 pp. 336-345.
9. J. Mieloszyk, T. Goetzendorf-Grabowski, D. Mieszalski, «Rapid Geometry Definition For Multidisciplinary Design And Analysis Of An Aircraft», Aviation, vol. 20(2), 2016, pp. 60-64
10. Komarov V.A., N.M. Borgest, I.P. Vislov, N.V. Vlasov, D.M. Kozlov, O.N. Korol'kov, V.N. Mainskov. «Kontseptual'noe proektirovanie samoleta: ucheb. Posobie». Samara: SGAU, 2013. Vyp. 2. 120 S.
11. P. Sosnin, «Substantially Evolutionary Theorizing in Designing Software-Intensive Systems», Information 2018, vol. 9, no. 4, 91, 2018. pp. 1-29.
12. M. Glas, «Ontology-based Model Integration for the Conceptual Design of Aircraft», Doctors dissertation, Technischen Universitet of Munchen, 2013.
13. R.M. Keller, «Ontologies for aviation data management», IEEE/AIAA 35th Digital Avionics Systems Conference (DASC), 2016, pp.1-9.
14. Y. Wang, Q. Li, Y. Sun and J. Chen, «Aviation Equipment Fault Information Fusion Based on Ontology», In Proc. of the International Conference on Computer, Communications and Information Technology, 2014, pp. 8-10
| 
 Eng
Eng








